Carbon Black Manufacturing
Air Monitor helps carbon black manufacturers optimize production and minimize emissions with accurate, reliable combustion airflow measurement equipment.Carbon black manufacturing uses combustion air monitoring devices to optimize combustion control and improve efficiency in waste heat boilers and RTOs. Accurate tail gas and combustion airflow measurement helps operators minimize unburnt carbon, control excess air, and reduce harmful emissions.
Speak With an Application Engineer

Measurement accuracy in limited straight runs
Combustion airflow measurement technology must handle the velocity profile stratification common to short duct runs, even in the larger duct sizes found in carbon black facilities. Air Monitor’s Combustion Air (CA) Station accurately measures airflow and tail gas flow in limited straight duct runs.Maintain accuracy over a broad velocity range
The broad operating range of combustion and tail gas airflow often produces very low velocities, especially at minimum load. The technology for flow measurement must be accurate throughout this range. Air Monitor’s VELTRON DPT-Plus maintains linear output signals in applications that require velocity or pressure turndown ratios up to 5:1.Automatically keep sensing ports clean
In carbon black production, particulate-laden combustion air and tail gas can plug sensing ports on DP airflow devices or coat RTDs on thermal mass systems. Air Monitor’s high-pressure AUTO-purge III technology keeps sensing ports clean and maintains measurement accuracy.AUTO-Purge lll
AUTO-purge III handles high temperature, dirty airflow applications, such as tail gas from carbon black cracking, one of the dirtiest and most difficult gases to measure When continuous exposure to airborne particulates threatens the accuracy of our CA Station or VOLU-probe/SS array, AUTO-purge III protects the system. It uses periodic high pressure, high volume air purges to clear total and static pressure sensing ports.

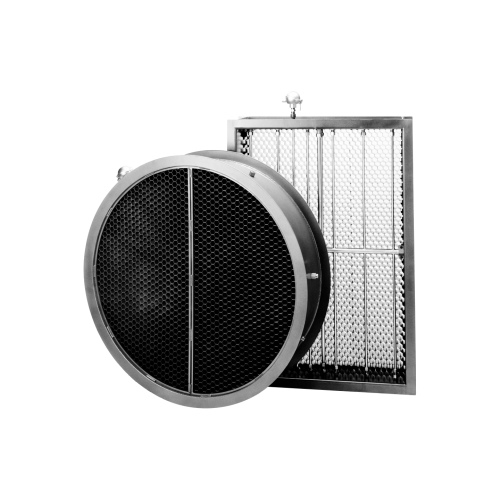
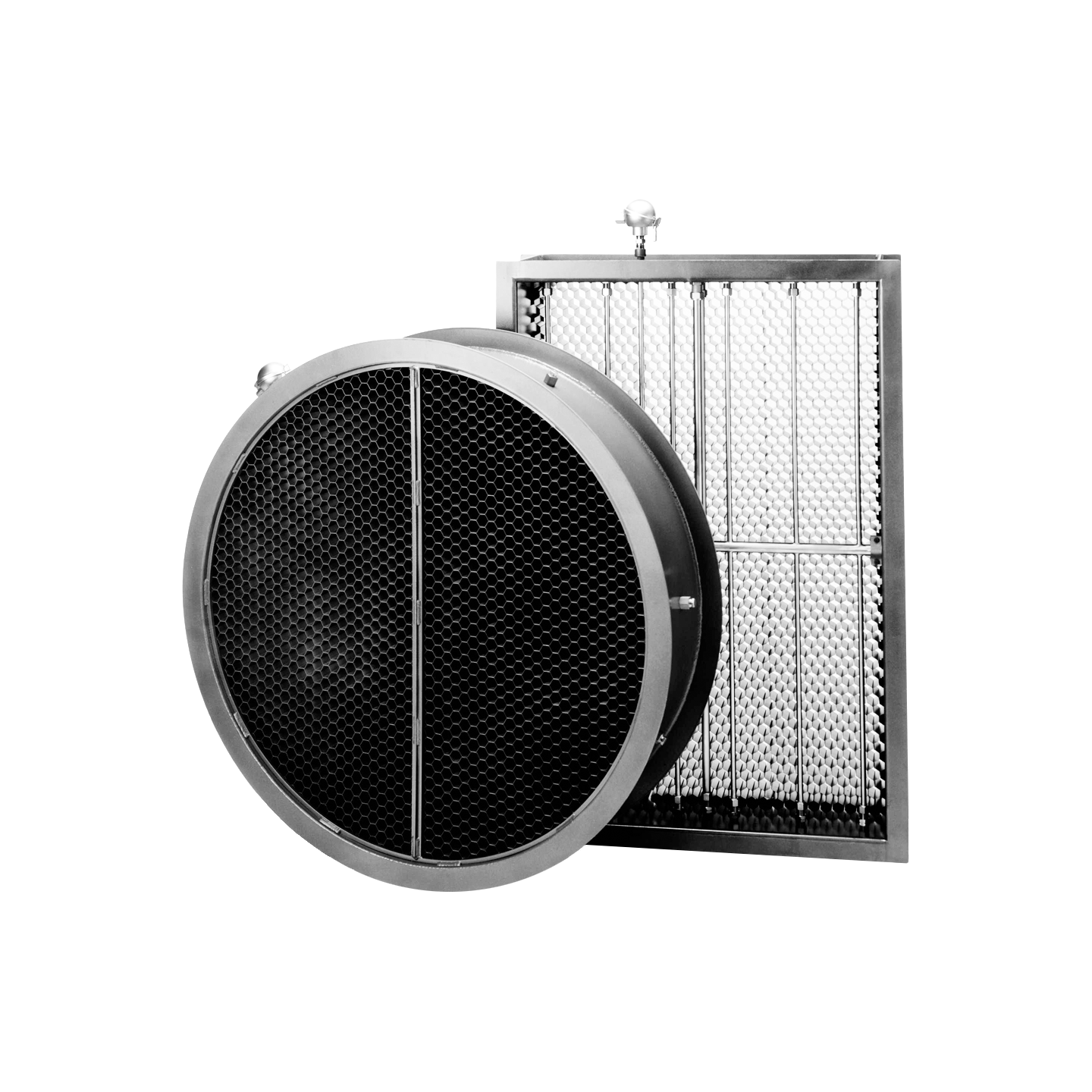
CA Station - Combustion Airflow Measurement Station
Air Monitor’s rugged CA (Combustion Air) Station uses an integral airflow processing cell and Fechheimer-Pitot measurement technology. It meets the challenging conditions in carbon black production, including limited straight runs, heavy particulate matter, high temperaturess, and wide variations in composition.
CAMS™ - Combustion Airflow Management System
CAMS™ provides a reliable and accurate means of measuring airflow and tail gas flow in carbon black production. CAMS™ combines the CAMM™ Combustion Airflow Management Module with AUTO-purge III in a single engineered package to protect against airborne dust and particulates in RTOs and boilers.

VOLU-probe SS – Stainless Steel Traverse Probe with Transmitter
The VOLU-probe/SS is ideal for harsh, particulate-laden applications, such as carbon black manufacturing. It uses multiple Pitot total and static pressure sensing ports positioned along each probe to traverse the duct cross section. They average the sensed pressures in the internal manifolds and provide velocity pressure measurement accurate to within 2-3%.

ACCU-flo High Accuracy Stainless Steel Station
This flow measurement station with flow conditioner provides ±0.5% accuracy for process monitoring and combustion control when paired with an ultra-high accuracy mass flow transmitter, such as Air Monitor’s VELTRON DPT-Plus. The integral flow straightener cell and nozzle reduce or eliminate upstream straight run requirements while maintaining high accuracy.

VELTRON DPT-Plus
This mass flow transmitter receives total and static pressure signals from a combustion airflow station or probe array. It performs internal density correction for process temperature and produces individual outputs for standard air volume or mass flow and temperature. The onboard microprocessor digitally handles all parameter settings, zero and span calibration, and display scaling.

More About Carbon Black Manufacturing
Operators route off-gases from the carbon black cracking process to regenerative thermal oxidizers and waste heat boilers to destroy pollutants, generate energy, and meet air quality standards.
Larger duct sizes in the production process result in fewer diameters of straight run. Operators measure tail gas before it enters the RTO or boiler, typically near a modulating valve, tee, or elbow. The selected measurement devices must handle velocity profile stratification in short duct runs and, in some cases, damper modulation.
Learn how Air Monitor helps carbon black manufacturing processesimprove efficiency, safety, and emissions performance.

News & Innovation
Product Brochures & Catalog Sheets
Download information on Air Monitor’s range of combustion air flow measurement products and systems for carbon black manufacturing here.The Importance of Straight, Unobstructed Pipe Runs in Air Flow Measurement
Overcoming the problem of larger duct sizes associated with combustion air flow and tail gas flow measurement in carbon black production requires measurement devices with built-in flow straightening and profile conditioning technology.Installation Documents
Here you can download detailed installation procedures for Air Monitor’s combustion airflow measurement systems, stations, and transmitters for carbon black production facilities.-

AUTO-purge III
Automated Air Purge System
Electro-pneumatic system automates sensing port debris purging for low maintenance dirty airflow measurement.
Companion System
- Add to flow and transmitter pairings
- Automated pneumatic purging
- Field-selectable purging intervals
- Maintains flow system performance
- Trouble-free operation
-
CA Station
Inline Airflow Measuring Station
Differential pressure Pitot airflow traverse array in rectangular & circular constructions for combustion airflow.
0 to 8,000 FPM
- Accuracy: 2-3% of Actual Flow
- Circular/Rectangular; fabricated to any size
- Temperature: ≤800°F
- Carbon steel, Stainless steel
- Built-in flow conditioning
-
CAMS™
Combustion Airflow Management
System designed to monitor combustion airflow and purge debris from sensing ports.
Integrated System
- Accuracy: 0.1%
- Temperature and pressure compensated
- Automated pneumatic purging
- Add to flow measurement pairing
- Trouble-free operation
-
VOLU-probe/SS
Insertion Airflow Measuring Probes
Stainless steel airflow traverse probe ideal for dirty applications with corrosive, abrasive, and extreme temperatures.
400 to 10,000 FPM
- Accuracy: 2% of Actual Flow
- Temperature: ≤900°F
- Stainless steel, Hastelloy, Inconel, Kynar
- External or Internal mounting
- Easy installation/removal for maintenance
-
VELTRON DPT-Plus
Multivariable Transmitter
Measures differential pressure and process temperature providing output of calculated mass flow.
Flow, Temperature, or Differential Pressure
- Accuracy: 0.1%
- URL down to 0.05” w.c.
- NEMA 4X
- Class I Div 1, Class II Div 1
- 24VAC, 24VDC