Learning Resources
Air Monitor Corporation has built a powerful library of Application Optimizer documents and Application Guide documents to help industrial teams turn difficult airflow and pressure problems into clear, actionable plans. These resources live in the Application Guides section of the Industrial blog and are designed for engineers, facility managers, and plant operators who need to improve efficiency, reliability, and safety in demanding processes.

What Are Application Optimizers?
Application Optimizers are visual, application-specific documents that map out the key airflow and pressure measurement points in a given process or piece of equipment. They show where to place pitot averaging flow meters, differential pressure sensors, and static pressure transmitters so teams can get meaningful data to tune combustion, balance airflows, and protect equipment. For example, the Process Heater Application Optimizer highlights critical locations for measuring combustion air and fuel gas flow so operators can dial in the optimal air/fuel ratio, cut fuel costs, and reduce emissions.
These Optimizers go beyond generic “best practices” by tying specific Air Monitor technologies to common industrial pain points like unstable combustion, poor turndown performance, or dirty air streams. In cement manufacturing, the Clinker Cooler Application Optimizer lays out measurement points across cooling air, secondary and tertiary air, and exhaust streams so plants can improve cooling efficiency and clinker quality while managing energy use and maintenance. This application-focused mapping helps teams quickly see how better airflow measurement translates into better process control.
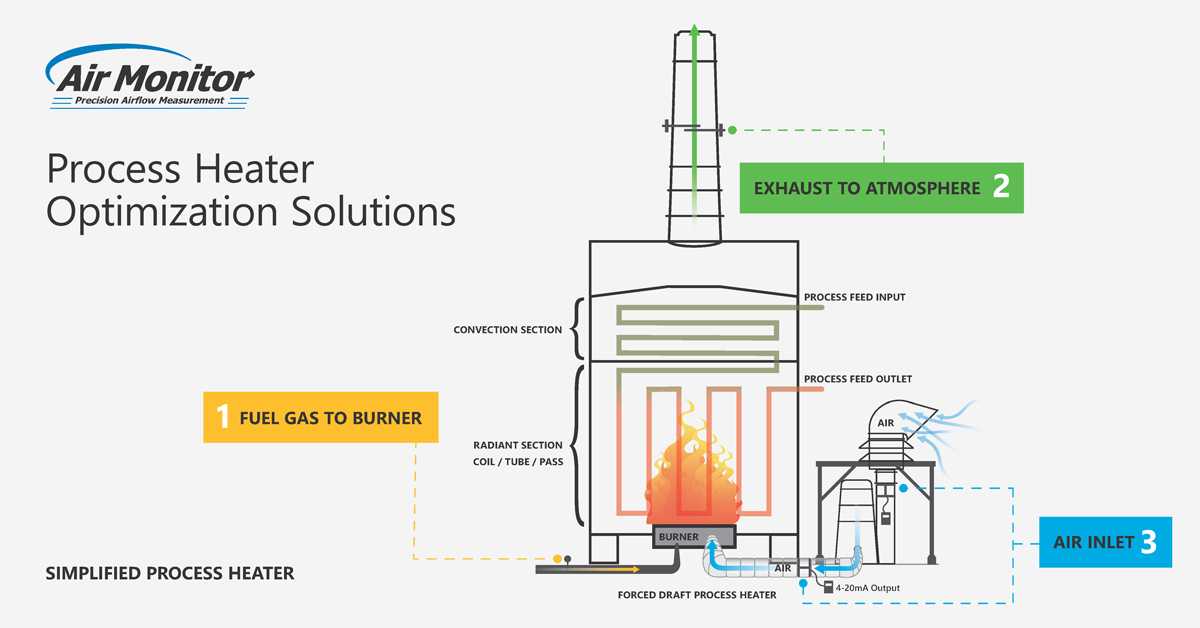
Process Heaters
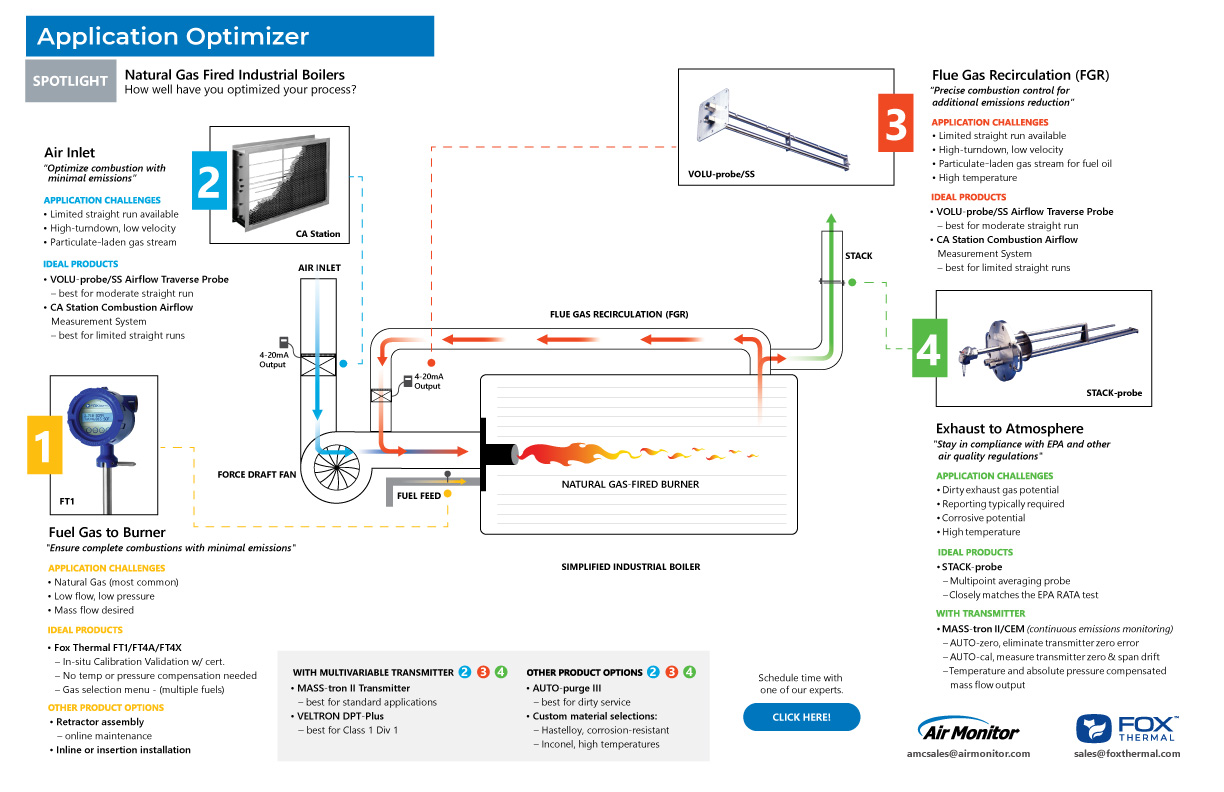
Industrial Boilers
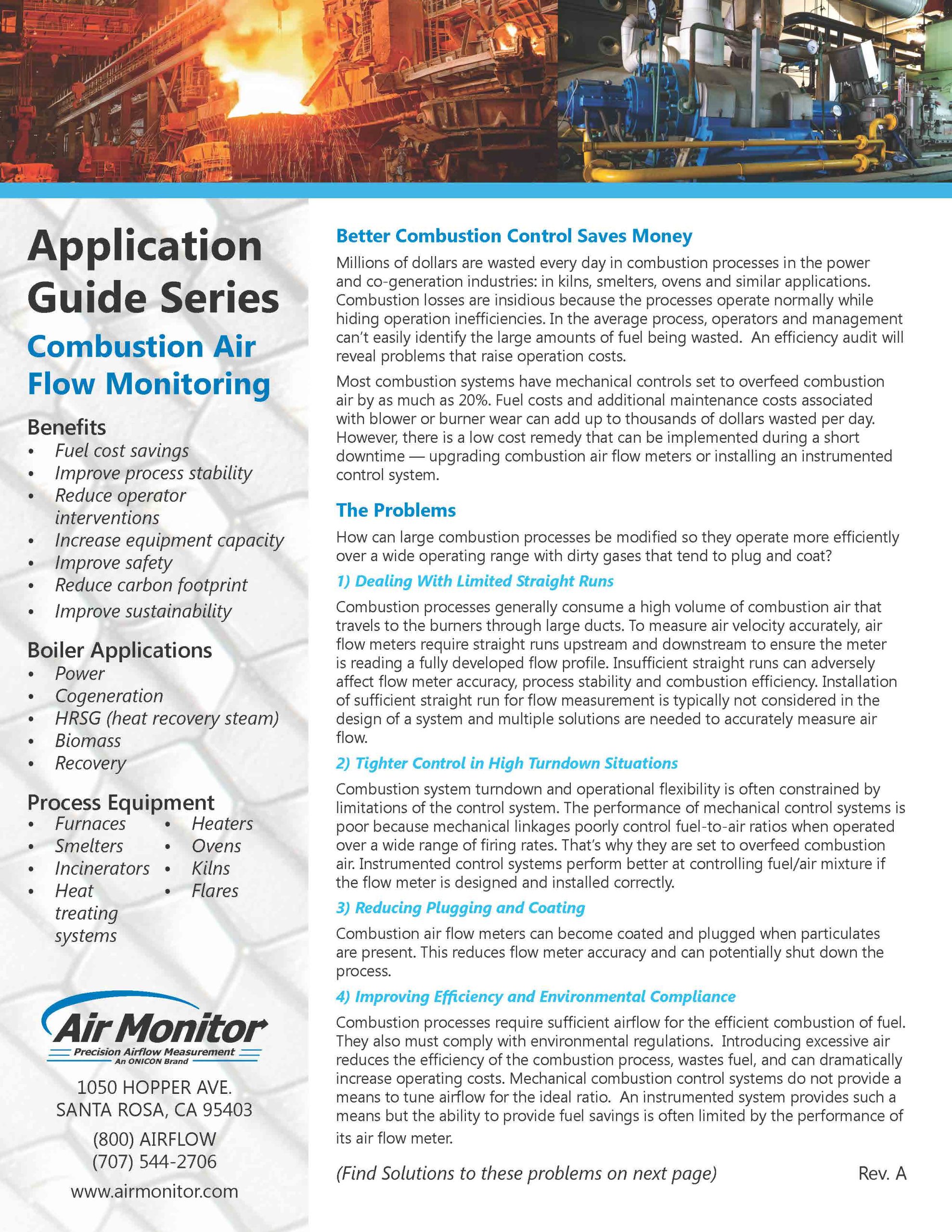
What Are Application Guides?
Application Guides complement the Optimizers by walking through the operational context, challenges, and recommended measurement strategies for a given application. They explain why airflow and pressure monitoring are critical, which inlet configurations or duct layouts matter, and how different Air Monitor solutions perform in real-world conditions, including high temperatures, limited straight runs, or dirty gas environments. Guides such as the Secondary Airflow in Power Plants Application Guide help plants move away from legacy devices and towards more accurate, reliable measurement so boiler performance and emissions control can be improved.
These documents are especially valuable for teams planning upgrades, troubleshooting chronic issues, or standardizing instrumentation across multiple sites. By combining measurement principles with application engineering, the guides give readers a practical framework for specifying pitot-based flow meters, thermal dispersion devices, and pressure sensors that match their process conditions instead of relying on one-size-fits-all hardware.
Combustion Air
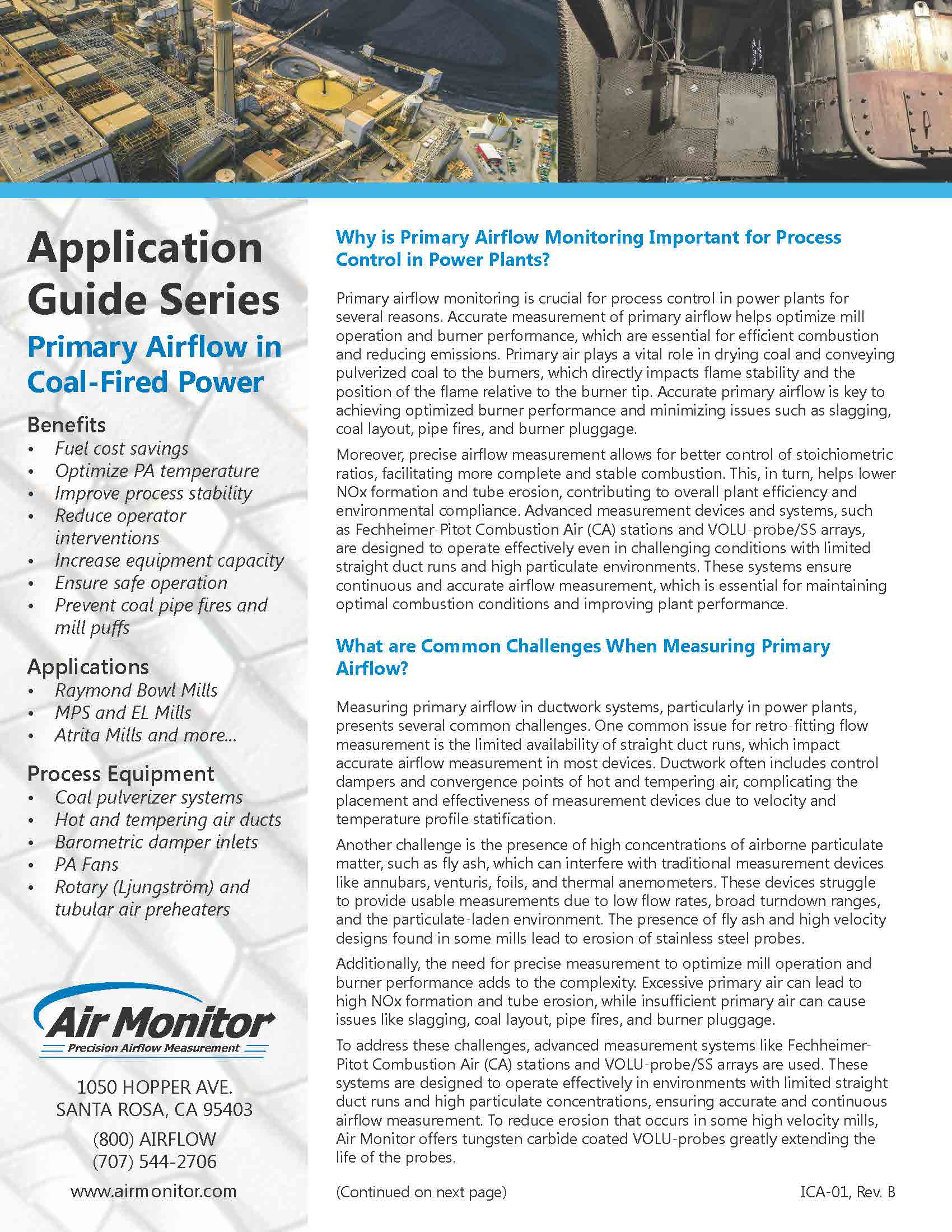
Primary Air
How These Documents Support Industrial Teams
Together, Application Optimizers and Application Guides function as a toolkit for improving industrial airflow and pressure control. They help engineers visualize where data will be most useful, understand the tradeoffs between different measurement technologies, and build a measurement strategy that supports efficiency, safety, and environmental goals. Because they are focused on real applications—such as process heaters, clinker coolers, and utility boilers, teams can use them directly in project planning, commissioning, and ongoing optimization.
By leveraging these resources, industrial facilities can move from reactive adjustments to proactive, data-driven control. The result is better combustion stability, more consistent product quality, lower energy consumption, and a clearer path toward meeting regulatory and sustainability targets.
Additional Resources:
View our full suite of product and application documentation: Downloads
Air Monitor has been delivering engineered airflow measurement solutions since 1967. As the premier solutions provider for Commercial HVAC, Industrial Process, and Power Generation markets, Air Monitor offers both differential pressure and thermal dispersion measurement technologies — because the right technology for the right application is never one-size-fits-all. Learn more at airmonitor.com.